
Kuvaus

Formfutura Tekniikan LCD-sarjan strong hartsi
500ml pullo
Formfuturan Tekniikan LCD-sarjan fotopolymeeri-3D-tulostushartsit on suunniteltu erityisesti yhteensopiviksi ja erinomaisesti käsiteltäviksi kaikenlaisten avoimen lähdekoodin LCD- / LED- / MSLA-3D-tulostimien kanssa.
Tekniikan LCD Sarjan – strong hartsi
Tekniikan LCD Sarjan – Strong Hartsimme on läpinäkymättömän mustan värinen 3D-tulostushartsi, joka löytää “vahvuutensa” ainutlaatuisesta yhdistelmästä erinomaisia taivutuslujuusominaisuuksia yhdistettynä vaikuttaviin vetolujuusominaisuuksiin. Lujuuden ja jäykkyyden yhdistelmä tekee hartsista erittäin monipuolisen 3D-tulostushartsin monenlaisiin raskaisiin sovelluksiin.
Tärkeimmät ominaisuudet
- Jopa 120 MPa:n taivutuslujuus
- Jäykkä ja kestävä
- Vahva
- Korkea mittatarkkuus ja vähäinen kutistuminen
- Lähes hajuton käsittely
- Yhteensopiva kaikkien avoimen lähdekoodin SLA-, DLP- ja LCD-3D-tulostimien kanssa 385 – 405 nm:n alueella.
Sovellukset
- Jigit ja kiinnikkeet
- Työkalut
- Toiminnalliset prototyypit
- Valmistuksen apuvälineet
- Lyhytaikainen valmistus
FormFutura Tekniikan LCD-sarjan 3D-tulostushartsin teknisten eritelmien vertailu
Tekniikan LCD -sarjan 3D-tulostushartsiemme sisällä jokainen hartsi keskittyy tiettyyn ominaisuuteen.
Alla olevassa taulukossa on kaikkien Tekniikan LCD -hartsiemme tekniset tiedot, ja sen avulla hartseja on helppo vertailla niiden mekaanisten ominaisuuksien perusteella.
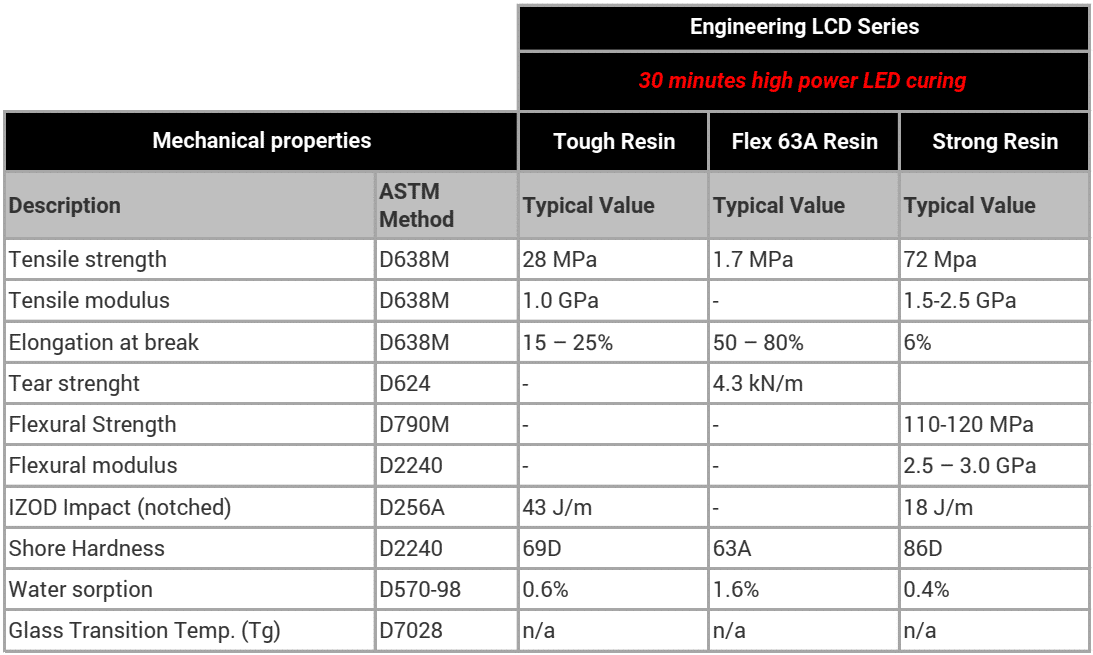
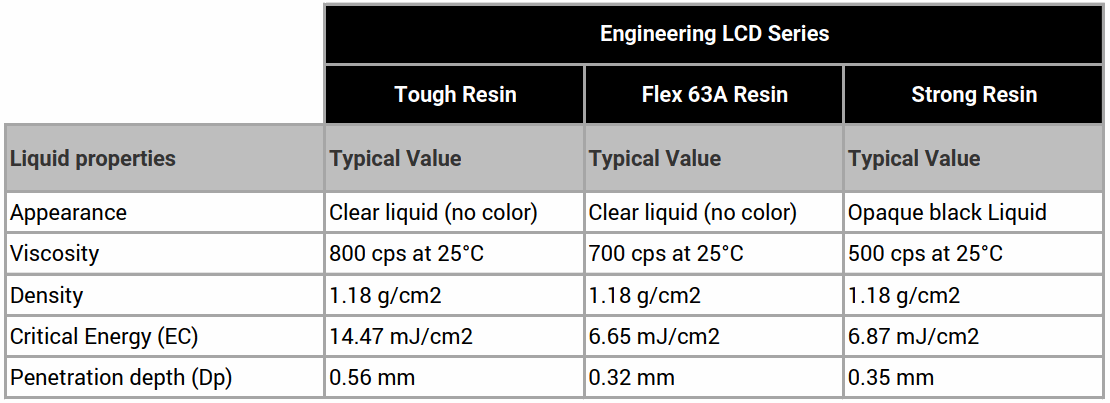
Huomaa, että edellä esitetyt arvot voivat vaihdella koneen käsittelyn, jälkikovetteisten osien, geometrian, tulostussuunnan, tulostusasetusten ja lämpötilan mukaan.
Valmistelu(t) ennen tulostuksen aloittamista
- Ravista pulloa vähintään 2 minuuttia ennen jokaista käyttökertaa.
- Kun olet ravistanut pulloa, anna hartsin levätä 10 minuuttia, jotta ilmakuplat poistuvat hartsista.
- Hartsi voidaan kaataa takaisin sammiosta pulloon, kun tulostus on valmis.
- Käytä aina suojamittoja, kuten suojalaseja ja nitriilikäsineitä, kun käsittelet hartsia.
Jälkikäsittely
- Kehotamme sinua jälkikäsittelemään 3D-tulostuksesi materiaalin ominaisuuksien saavuttamiseksi.
- Huuhtele 3D-tulostettua kohdetta IPA:lla tai (bio)etanolilla noin 5 minuutin ajan.
- Ultraäänipesuri on suositeltava/suositeltu.
- Varmista, että IPA:lla ja/tai (bio)etanolilla huuhdellut esineet ovat täysin kuivia ennen jälkikovettamisen jatkamista.
- Aseta huuhdellut osat hyvin ilmastoituun tilaan vähintään 30 minuutiksi tai käytä paineilmaa vähintään 2 minuutin ajan.
- Koveta esinettä suuritehoisessa kovetuskammiossa noin 20-30 minuutin ajan 65 °C:n lämpötilassa.
- Suositeltava kovettumisen aallonpituus on 300-410 nm:n välillä.
Turvallisuus
Ole aina tietoinen siitä, että kun 3D-tulostat hartseilla, työskentelet kemikaalien kanssa, ja että sinun on aina oltava varovainen ja käytettävä henkilökohtaisia suojavarusteita käyttöturvallisuustiedotteissamme esitetyllä tavalla.
- Käytä aina hengityssuojainta hiottaessasi/leikatessasi hartsiesineitä.
- Käytä aina nitriilikäsineitä käsitellessäsi hartseja ja kovettumattomia hartsiesineitä.



